

Poor Weld Quality

When browsing through Facebook and Instagram welding pages, they all have a common theme – exceptionally high weld quality. Some of which you could refer to as art!
Although the look of a weld isn’t drastically important for most, the weld quality is. Poor quality welds can be caused by using incompatible or worn products/equipment or using the wrong welding technique. In this blog, we will look at different weld defects and how to counteract them.
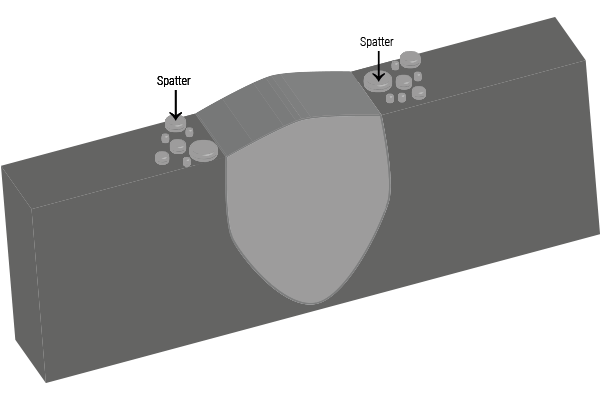
Spatter
When small particles from the weld disperse and attach to surrounding areas, this is called spatter. It is very common when arc welding.
Spatter can occur when the gas flow is too high or the wire feeding is inconsistent. Double check you have your gas on the right setting for the metal you are about to weld and that all feeding issues are fixed.
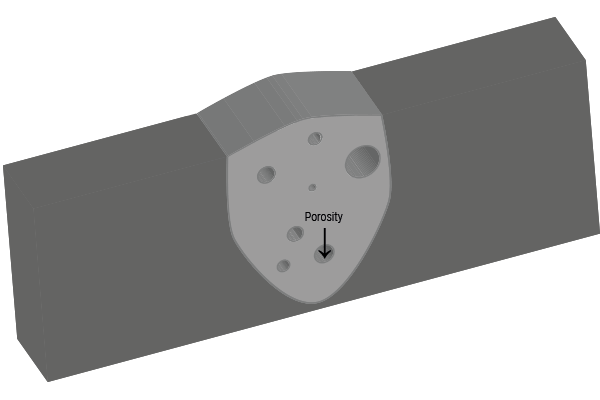
Porosity
Porosity forms in the weld when the shielding process was not fully completed therefore leaving the pool open to the atmosphere. When welding, the metal traps gases which create bubbles within the weld which makes the weld brittle.
Porosity can be caused by the presence of moisture or incorrect shielding gas flow. Make sure to clean the area you will be welding and check the gas flow metre so it is on a suitable setting for what you are doing.
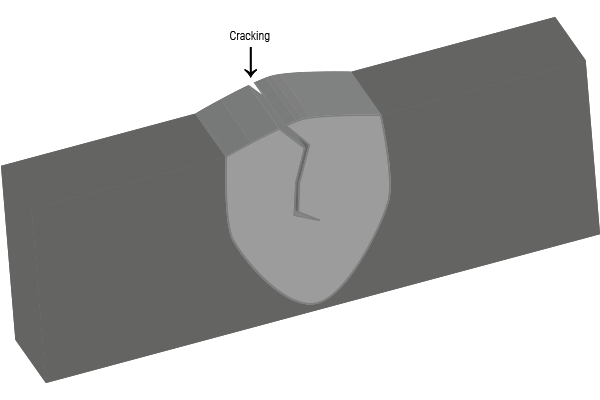
Cracking
There are 3 different types; hot, cold and crater. Hot cracks occur during the welding process. Cold cracks occur when the weld is complete and the metal is cooling/cool – this can happen hours or days after the welding. Crater cracks occur usually at the end of a weld, when a weld doesn’t have enough volume to deal with shrinkage of the weld metal.
Cracking can be caused by high welding speed and a low current or the metal you are welding may have been contaminated. In order to combat these, it is recommended you check all welder settings before starting and remove all impurities from the area you are working on.
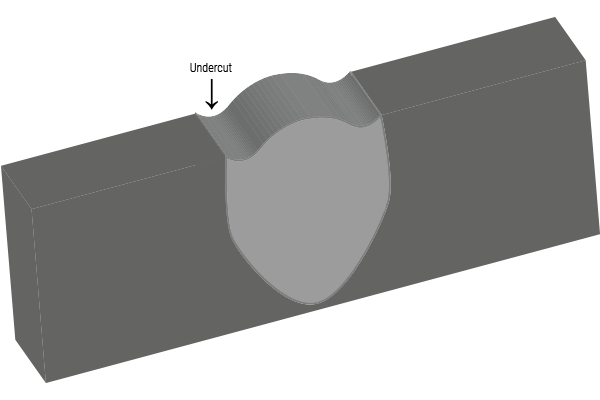
Undercut
Undercutting a groove that appears on the base metal, running along the edges of the weld. This makes the weld weak and would need re-done.
Defects like this can occur when the shielding gas mix isn’t compatible or a poor weld technique is being used. Choose a shielding gas that has the correct composition for the materials being used and choose a welding technique that doesn’t involve excessive weaving.
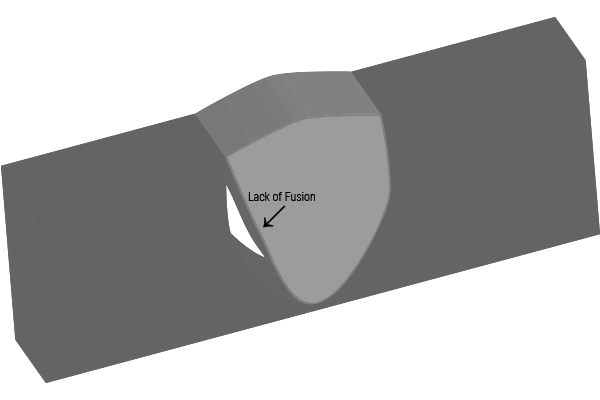
Lack of Fusion
This can occur between the base metal and the weld metal.
Lack of fusion can usually be caused by poor welding technique or a low heat input. To make sure you are making a complete weld, use a sufficient arc voltage and practice practice practice!
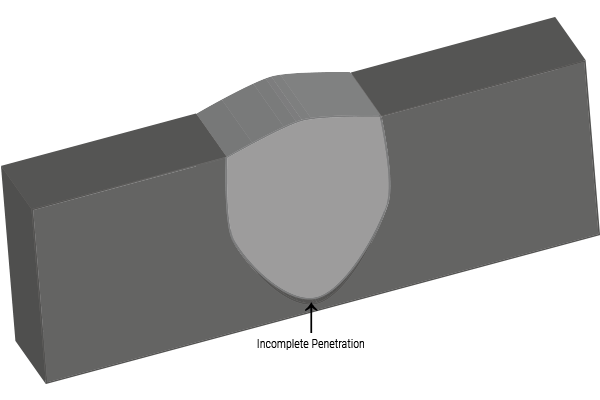
Incomplete Penetration
Incomplete penetration occurs when the weld bead does not completely fill the thickness of the base plate.
This can be caused by moving the bead to quickly, not allowing time for enough metal to settle into the joint. Take your time and make sure that the weld is completely filling the joint.
Disclaimer: At the time of writing (June 2019), the information has been provided to encourage best practices when using our gas/es.
Article by A | Illustrations by A